LONDON, UK – Spectrum Logic is proud to announce the official release of the 1515HR, a state-of-the-art CMOS X-ray detector engineered to meet the rigorous demands of high-speed electronics and semiconductor inspection. By combining ultra-high resolution with industry-leading frame rates, the 1515HR provides a robust solution for Automated X-ray Inspection (AXI), inline CT, and critical quality control.
Read MoreAt iCT Conference 2026 , in FH Oberösterreich University of Applied Sciences, Linz Austria, Spectrum Logic launched a new product 1515HR for Industrial Inspection and Quality Control – with a focus on AXI (Automated X-ray Inspection) and CT (Computed Tomography). The 1515HR is a high-speed, high-resolution CMOS X-Ray detector with built-In radiation protection, optimised for demanding applications, like in-line CT of electronics and semiconductor inspection.
Read More1615HE is a high-speed yet cost effective product that offers a balance between resolution and sensitivity. It promises to meet the high bandwidth requirements for in-line inspection of electronics and semiconductors.
The Spectrum Logic 1615HE is a dynamic X-ray detector designed specifically for electronics inspection, industrial NDT and scientific applications, with a pixel pitch of 75 μm and high efficiency CsI scintillator options. It is well suited to real-time/Inline CT and AXI.
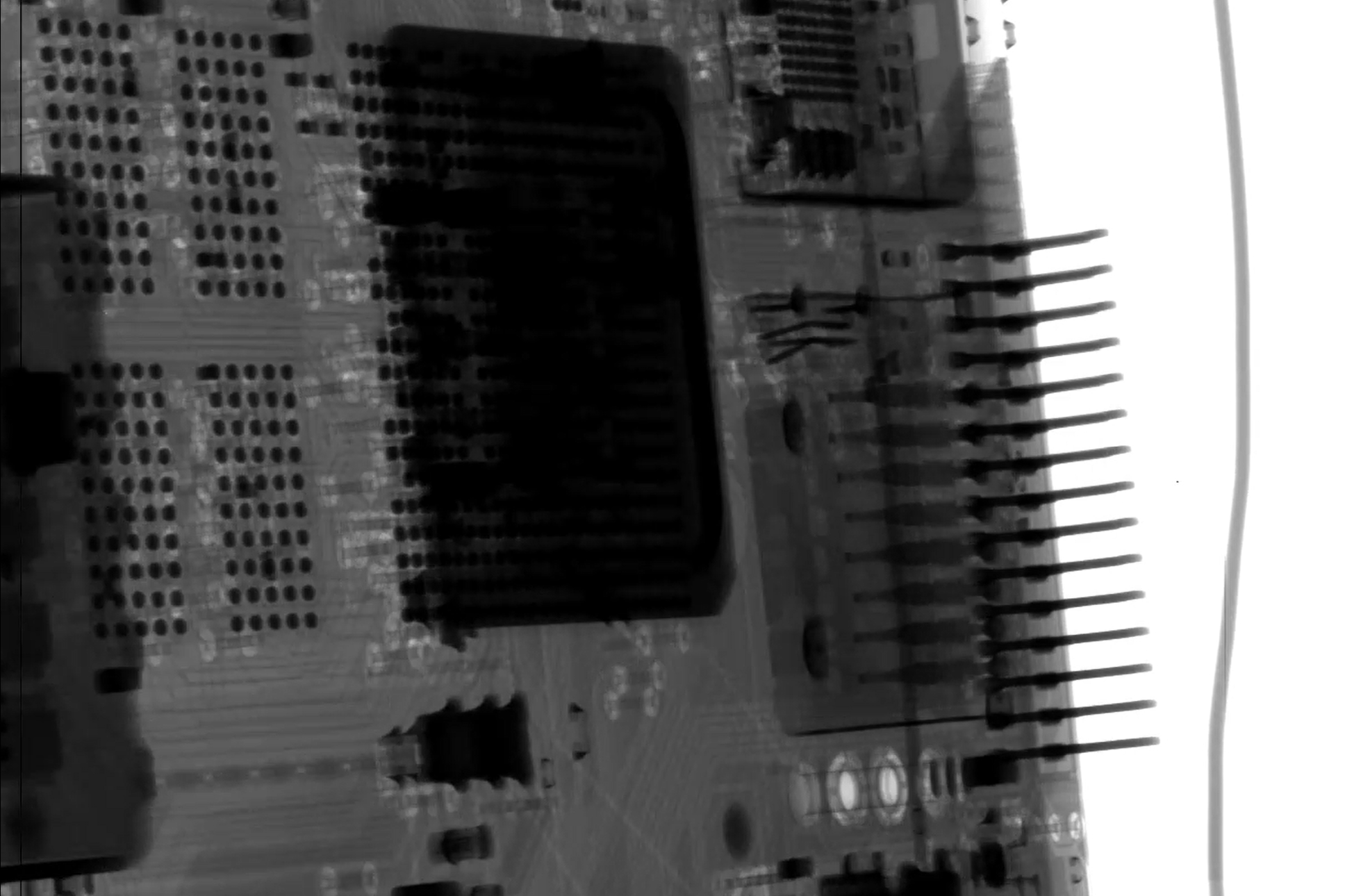
Read MoreOne of the main areas of growth for Spectrum Logic is the global automated X-ray inspection (AXI) market. AXI is a growing market driven by advances in semiconductor packaging, AI chips, electric vehicles and aerospace. Within AXI we have been focusing on inline electronics inspection. Inline electronics inspection is a fully automated X-ray inspection (AXI) process, which uses 2D X-ray or 3D computed tomography (CT) to rapidly, non-destructively, inspect parts as they are being manufactured. It can be used to inspect:
- electronic components
- printed circuit boards (PCBs)
- EV battery cells
- power module units
- semiconductor components
Read More